Selecting the Ideal Blade Material for Your Slitting Operation
Films, vinyl, fabrics, non-wovens, laminates, paper, and heavy film are often manufactured onto large, bulk material rolls. These rolls are too large to utilize in the end product, so the material is converted into smaller rolls for final production using a process called slitting.
During the slitting process, the material on a master or parent roll is unwound and cut into specific widths (slit widths) by traveling through a series of blades. Razor slitting, crush cut slitting, and shear slitting are the three most common types.
Razor Slitting
Razor slitting is easy and inexpensive to set up and is commonly used to convert films, plastics, tapes, ribbons, and vinyl. Using razor slitting, the material can be converted into very narrow slit widths and still produce very little dust, making it one of the cleanest methods of slitting.
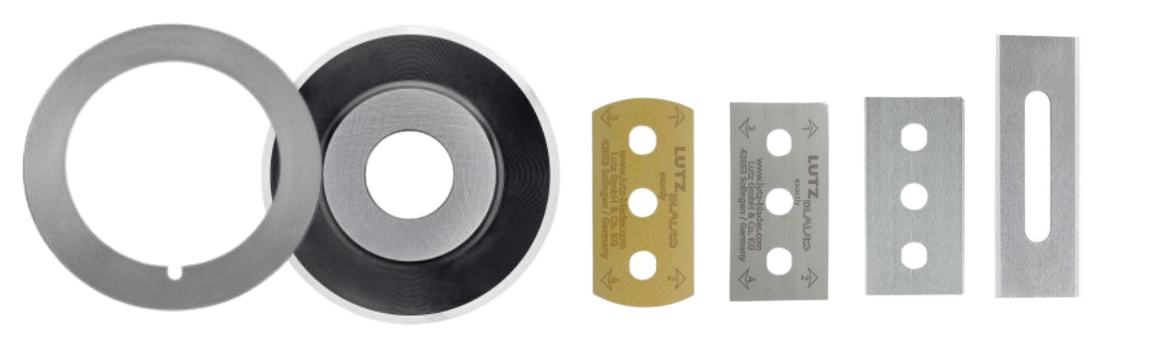
The blades used for razor slitting are inexpensive and require more frequent changes than with other types of slitting. Also referred to as in-air slitting, razor slitting blades are mounted to a bar and remain stationary during the slitting process. The material is conveyed across 1 to 120 blades on a single bar, depending on the width of the material to be cut. During blade replacement, it is best if all blades on the bar are changed at the same time; however, it is not necessary on some set-ups.
The ideal blade material is dependent on the type of material being cut and the needs of the business. For short runs, lower grade blade materials, such as carbon steel and stainless steel, may be utilized. To decrease maintenance-induced downtime and best meet the needs of long-runs, use a high-grade blade material, like tungsten carbide.
Be precise. A lack of precision is dangerous when the margin of error is small. - Donald Rumsfeld
Crush Cut Slitting
Crush cut slitting or scoring is used to separate thick, tough, non-woven materials, fabrics, laminates, and paper. The ragged edge created by this slitting process results in rolls that are thicker on the inside and more narrow (where the cut material lays flat) on the outside of the roll.
While this type of slitting produces the poorest edge quality, it is easy to setup and requires relatively inexpensive parts. In a crush cut slitter, the knife is held in place by a pneumatic holder and activated by air pressure. During the scoring process, a knife presses into the material and runs against a hardened anvil to separate the web of the material. The cutting edge on the knife has a radius tip and is not sharp.
When selecting a blade material, it is important to consider the hardness of the anvil since the anvil is more expensive to replace than the blade and the blade presses against the anvil continuously during the slitting process. Common blade materials are 52-100 steel and M2 steel.
Pride, precision, and the perfect product. - Tom Buchanan
Shear Slitting
Shear slitting is used in applications that require precision cuts. It is more expensive and difficult to setup than other slitting methods and is commonly used to convert heavy films, foils, paper, layered materials, and composites .
The shear slitting process requires two blades, a top blade known as the male slitter and the bottom blade, known as the female blade or anvil. The two blades come together to create a nip point, similar to a pair of hand scissors and separate the material. Since shear slitting generates the least amount of heat, it is often used in environments that demand long runtimes.
Achieving the longest blade life requires appropriately setting the nip point. If the nip point is not set correctly, the blades will wear very quickly. Adequate and on-going training is required to ensure that all operators fully understand how to set up their operations correctly.
Both the top and bottom blades of the shear slitter can be sharpened to increase the life of the blades. D2 steel is the most common material used for shear slitting. In applications where the material to be slit increases blade wear, M2 steel, carbide inlaid steel, and CPM 10V steel can be used to increase blade life.
The best blade material for each type of slitting process is dependent on runtime needs and the material to be slit. When the optimum blade material is utilized, production is increased by decreasing maintenance-induced downtime. To find the best blade material for your slitting operation, contact an experienced, industrial blade manufacturer with the knowledge to evaluate your business needs and recommend an ideal blade material.
Related Products


Comment(s)
